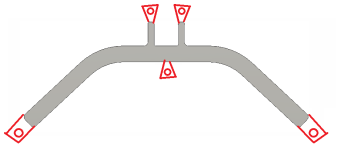
This is what the rough cut blanks will look like:
View attachment 438967
I added +.050 around all the sides before giving it to them to quote so based on their tolerance I'll get anything from +.05 to +.24. The tightest tolerance on it is the width between the 2 tabs which is .005. Everything else is pretty loosey goosey by our standards. Do you think flatness will be an issue after stress relief? I'll see what our heat treater says. Thanks for the suggestion.
My plan is to toe clamp it on one side, finish half the profile, flip the clamps around, finish the other half. There are some blind threaded holes on the sides but I'm not worried about those at all.
")